 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

コンテンツ
- 1 面取りエッジコンクリートとは何か、そしてなぜそれが重要なのか
- 2 コンクリートの面取りエッジがどのように形成されるか
- 3 磁気面取り ストリップ: 鋼製型枠のプロフェッショナル標準
- 4 面取りストリップのタイプの比較: 実践的な概要
- 5 標準的な面取りサイズとそれぞれをいつ使用するか
- 6 面取りストリップを正しく取り付ける: よくある間違いとその回避方法
- 7 プレキャストコンクリート製造における応用例
- 8 面取りされたエッジとコンクリートの耐久性
- 9 プロジェクトに適した磁気面取りストリップの選択
- 10 建築およびデザインの文脈における面取りエッジコンクリート
- 11 磁気面取りストリップのメンテナンスと再利用
- 12 コスト分析: 磁気面取りストリップと従来の方法の比較
- 13 面取りエッジのコードおよび仕様要件
面取りエッジコンクリートとは何か、そしてなぜそれが重要なのか
面取りエッジコンクリートとは、壁、柱、スラブ、梁、プレキャストパネルなどのコンクリート要素を指し、鋭い 90 度の角が、通常は 45 度にカットされた角度付きまたは面取りされた面に置き換えられています。その結果、エッジの長さに沿ってきれいな斜めのサーフェスが形成されます。これは単なる表面的なものではありません。 面取りされたエッジにより、正方形のエッジと比較してコーナーでの応力集中が最大 30% 軽減されます。 これは、構造物の耐用年数にわたって欠け、亀裂、角の剥がれが少ないことを意味します。
面取りされたエッジは構造的性能を超えて、重要な安全機能を果たします。露出した四角いコンクリートの角は、切り傷や擦り傷を引き起こすことで悪名高く、倉庫、駐車場、公共の建物、インフラプロジェクトでは真の危険です。面取りされたコーナーはそのリスクを即座に鈍らせます。建築作品では、角度を付けたリビールによって影の線も作成され、平らな表面に視覚的な奥行きと洗練さが加わります。
一般的な構造で最も一般的な面取りサイズは、 20mm × 20mm (¾ インチ) 45 度ベベル ただし、建築プロジェクトでは 10mm、15mm、25mm、またはカスタム プロファイルが頻繁に使用されます。プレキャスト コンクリート メーカーは、パネル間の視覚的な明瞭度を高めるために、より深い面取り (30 mm または 40 mm) を指定することがよくあります。
コンクリートの面取りエッジがどのように形成されるか
コンクリートに面取りエッジを作成するには 2 つの基本的なアプローチがあります。1 つは型枠の内側に配置された面取りストリップを使用して注入前にベベルを形成する方法、もう 1 つはコンクリートが硬化した後にベベルを切断して研磨する方法です。事前注入成形は、専門的な建築においてはるかに一般的でコスト効率の高い方法です。
事前注入面取りストリップ
面取りストリップ (面取りインサートまたはエッジ インサートとも呼ばれる) は、コンクリートを流し込む前に型枠の内側のコーナーに固定される三角形のプロファイルの材料です。型を剥がすと、ストリップが引き離されて、完全に面取りされたエッジが現れます。この方法では二次操作が不要で、成形プロセスにかかる時間も最小限で済みます。
最も一般的な面取りストリップの材料は、フォーム (ポリウレタンまたはポリエチレン)、PVC/プラスチック、ゴムの 3 つです。それぞれに独自のパフォーマンス プロファイルがあります。フォームストリップは安価で柔軟性に富んでいますが、型枠を剥がす際に破れやすく、破片がコンクリート表面に付着したままになるため、手で取り除く必要があり、時間のかかる欠陥修正プロセスとなります。 PVC ストリップは耐久性に優れていますが、釘、ネジ、または接着剤による機械的な固定が必要であり、労力が追加され、型枠の面に留め具の穴が残ります。
注湯後の切断と研削
面取りストリップが形成されていない硬化コンクリートに面取りが必要な場合、請負業者はダイヤモンド砥石車を備えたアングルグラインダーまたは面取りビットを備えたコンクリートルーターを使用します。このアプローチは、設備コスト、労働時間、粉塵管理のすべてを合計すると、かなり高価になります。あ 注湯中に形成される 15 メートルの面取りエッジのコストは、硬化後の研削によって生成される同等のエッジよりも約 60 ~ 70% 低くなります。 。ポスト注入法は、通常、改修作業や成形エラーの修正のために予約されています。
磁気面取り ストリップ: 鋼製型枠のプロフェッショナル標準
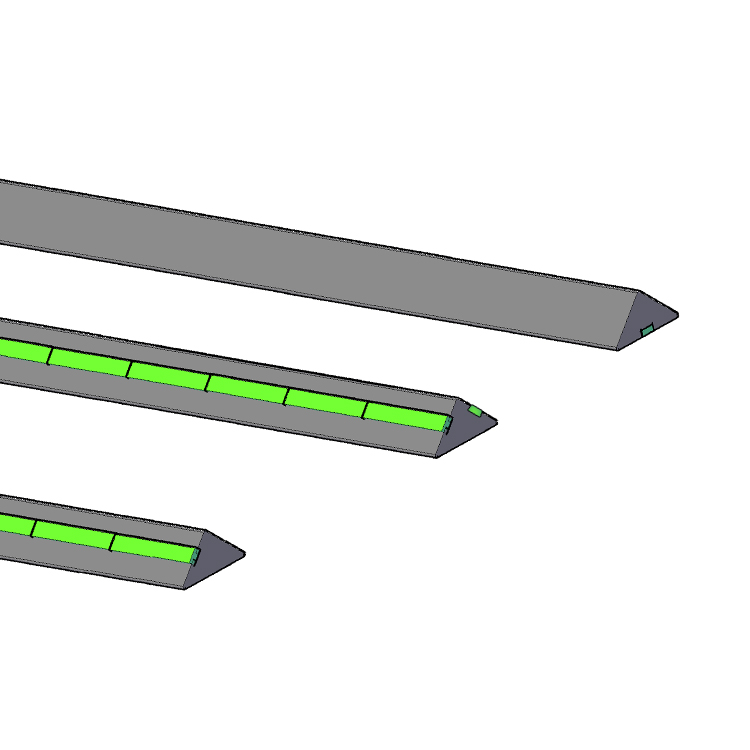
プレキャスト コンクリートの製造や鋼製型枠を使用した現場作業では、磁気面取りストリップが主要な固定ソリューションとなっています。磁気面取りストリップは、ベースに沿って連続フェライトまたはネオジム磁石が埋め込まれた三角形の面取りインサートです。磁石は、ネジ、釘、クリップ、または接着剤を使用せずに、ストリップを鋼製フォーム面にしっかりと保持します。位置決めには数秒かかります。再配置も同様に高速です。
磁気面取りストリップは数百回の鋳造サイクルにわたって再利用可能 そのため、使用ごとに計算すると、より高い単価は無関係になります。 PVC またはゴム製の高品質の磁気面取りストリップは、使い捨てフォーム ストリップの 3 ~ 5 倍のコストがかかりますが、300 回の注入に耐える場合(よくメンテナンスされたストリップとしては妥当な数字です)、注入あたりのコストは使い捨ての代替品の数分の 1 になります。
磁気面取りストリップの仕組み
磁気面取りストリップの本体は通常、硬質 PVC、軟質ゴム、またはその両方の組み合わせで作られています。三角形のプロファイルは鋼製型枠の隅に位置し、平らなベース面が鋼製表面に接触します。埋め込まれた磁石(通常、ストリップに沿って 50 mm ~ 150 mm の間隔で配置)は、コンクリート振動時の横方向の変位と打設時の垂直方向の動きの両方に抵抗する保持力を生成します。ほとんどのメーカーはストリップを製造しています 標準長さ1000mm、1500mm、2000mm 、より長い走行のためにジョイントが突き合わされています。
磁石の仕様が重要です。フェライト磁石はコスト効率が高く、標準的な生産環境でうまく機能します。ネオジム (希土類) 磁石は、非常に強力な保持力を提供します。これは、面取りストリップが垂直または頭上の型枠面に配置される場合、または型枠インサートに大きな横圧力を生み出す高エネルギーの内部振動子を使用してコンクリートが配置される場合に重要です。
表面仕上げ品質
発泡ストリップと比較した磁気面取りストリップの最も明白な利点の 1 つは、表面仕上げの品質です。泡は湿気を吸収し、面取りされた面にざらざらした多孔質の質感が残ることがあります。 PVC およびゴムの磁気ストリップは、隣接する成形面の仕上げ品質と同等またはそれを超える、ベベルに緻密で滑らかな仕上げを実現します。表面の傷が許容できない建築用コンクリートの場合、この区別は決定的です。
面取りストリップのタイプの比較: 実践的な概要
適切な面取りストリップの選択は、型枠のタイプ、プロジェクトの規模、必要な再利用サイクル、仕上げの仕様によって異なります。以下の表は、主なトレードオフをまとめたものです。
| 種類 | 締結方法 | 型枠の互換性 | サイクルを再利用する | 表面仕上げ | 一般的なコスト |
|---|---|---|---|---|---|
| フォームストリップ | 接着剤・釘 | 木材、合板 | 1~3 | 普通(多孔質) | 非常に低い |
| PVC ストリップ (釘付き) | 釘・ネジ | 木材、合板 | 10~30 | 良い | 低~中 |
| ゴムストリップ | 接着剤・クリップ | 鉄鋼、木材 | 50~150 | とても良い | 中 |
| 磁気面取り Strip (PVC) | 埋め込み磁石 | スチールのみ | 200~500 | 素晴らしい | 中–high |
| 磁気面取り Strip (rubber) | 埋め込み磁石 | スチールのみ | 300~600 | 素晴らしい | 高 |
標準的な面取りサイズとそれぞれをいつ使用するか
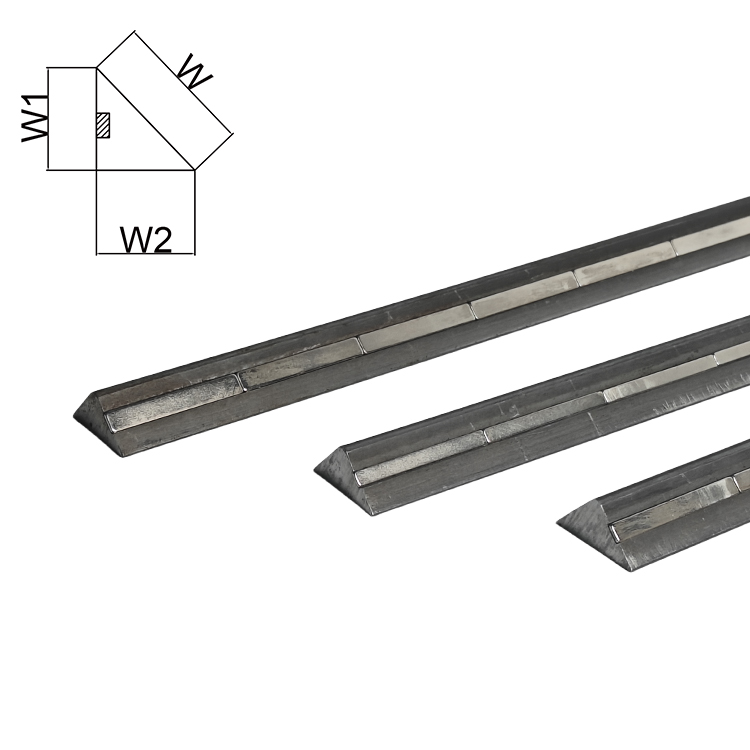
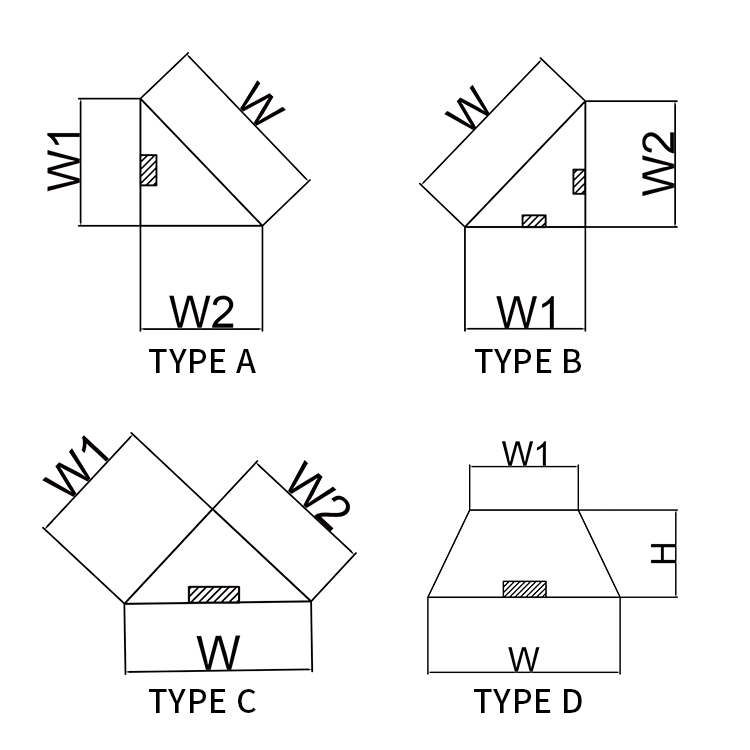
面取り寸法は直角三角形断面の脚の長さで指定します。 「20mm の面取り」とは、三角形の両足が 20mm であることを意味し、45 度の 28mm の対角面が生成されます。通常、サイズの選択がアプリケーションの種類にどのように対応するかを次に示します。
- 10mm×10mm: 軽度の住宅工事、露出を最小限に抑えたい壁や柱の内側コーナー。視覚的に明らかな面取りをせずに欠けのリスクを軽減するために住宅建設でよく使用されます。
- 15mm×15mm: オフィスや小売店のプロジェクトにおける柱、梁、壁端の一般的な商業建築標準。視認性と実用性を両立。
- 20mm×20mm: 土木および構造用コンクリートで最も広く使用されているサイズ。橋台、擁壁、工業用床、プレキャスト要素に適用されます。の 20 mm の面取りは、ほとんどの国のコンクリート規定でデフォルトで指定されているサイズです 具体的なサイズが指定されていない場合。
- 25mm×25mm: トンネル、地下道、エッジが車両や機械からの衝撃荷重を受ける重量土木などのインフラ工事。
- 30mm×30mm以上: 建築用プレキャストファサード、露出骨材パネル、および影のラインが意図的なデザイン特徴である特徴的な構造要素。より大きな面取りにより角が最大劣化ゾーンから遠ざかるような攻撃的な環境(海洋、化学物質への曝露)でも使用されます。
標準以外のプロファイルも存在します。一部のプレキャスト メーカーは、1:2 または 1:3 の比率の面取り (45 度ではなく浅い面取り) を使用して、異なるシャドウ ライン効果を作成しています。磁気面取りストリップは、専門型枠サプライヤーからこれらのカスタム プロファイルで入手できますが、リードタイムと最小注文数量が適用されます。
面取りストリップを正しく取り付ける: よくある間違いとその回避方法
面取りストリップの不適切な取り付けは、成形コンクリートのエッジ欠陥の主な原因の 1 つです。その結果生じる修理(研磨、パッチ当て、エポキシ充填)は、最初から正しく設置するよりも時間と材料の面ではるかに多くの費用がかかります。現場でよく見られるエラーは次のとおりです。
ストリップと成形面の間のギャップ
面取りストリップの基部と成形面の間に 1 ~ 2 mm の隙間があっても、振動中にセメント ペーストが下ににじみ出す可能性があります。その結果、面取りの端に沿って硬化したペーストのフィンができ、これを削り取らなければなりません。その過程で生コンクリートに損傷を与えます。磁気面取りストリップの場合、このギャップは通常、保持力を失った磁石やストリップと鋼製型枠の間の破片によって発生します。ストリップを配置する前に、ワイヤー ブラシで成形面を清掃し、各セクションがぐらつくことなく鋼材にしっかりと固定されていることを確認します。
ストリップセクション間の接合部の位置がずれている
2 つの面取りストリップ セクションが端と端で接する場合、0.5 mm であってもオフセットがあると、完成した面取りエッジに目に見える段差が生じます。磁気面取りストリップの場合、磁石がずれることなく位置を保持するため、端を突き合わせるのが簡単です。釘付けされた PVC ストリップの場合、ジョイントの位置合わせにはより注意が必要です。セクションの位置を決めるときは真っ直ぐなエッジを使用し、ペーストの浸透を防ぐために、注入する前に接合部に小さなテープを貼ります。
離型剤が不十分です
面取りストリップ、特に PVC およびゴム タイプは、注ぐ前に離型油を塗布する必要があります。このステップを省略すると、ストリップがコンクリート表面に接着し、剥離中に面取り面の塊が引き剥がされます。 スプレーガンではなく、ブラシまたはローラーを使用して、面取りストリップの面に離型剤を薄く均一に塗布します。 — スプレーで塗布すると、内側の角が欠けて水平面に水たまりが残り、表面の傷の原因となる傾向があります。
振動時のストリップ変位
内部のコンクリートバイブレーターは、型枠内のあらゆるものに大きな横方向の圧力を加えます。接着剤のみで保持されているフォーム ストリップは、振動中に数ミリメートル移動し、波状の面取りや不整列の面取りが発生する可能性があります。磁石の保持力がフォームの向きと振動子の出力に一致している場合、磁気面取りストリップはこの変位に効果的に抵抗します。高周波振動 (12,000 rpm 以上) の場合は、垂直面に十分な保持力が得られない可能性があるフェライト磁性ストリップよりもネオジム磁性ストリップの方が適しています。
プレキャストコンクリート製造における応用例
プレキャスト コンクリートの製造では、磁気面取りストリップが最も頻繁に使用されます。プレキャスト施設では通常、スチール製パレットまたはテーブル型枠を使用し、毎日複数回再構成されます。この環境では、磁気面取りストリップの位置変更の速度と容易さが、生産スループットに直接影響します。以前はモールドごとにフォーム面取りストリップを釘付けするのに 20 分を費やしていた作業員が、同じモールドに磁気面取りストリップを配置して位置決めするのに 5 分以内にできるようになりました。
面取りされたエッジが日常的に組み込まれているプレキャスト要素には、次のものがあります。
- 多層構造物の柱および柱脚
- 住宅、商業、産業用建物の壁パネル
- 階段の側桁と個々の階段の踏み面
- 橋梁(I形鋼、U形鋼、箱桁)
- 面取りされたエッジがリングアセンブリとガスケットの取り付けに役立つトンネルライニングセグメント
- 擁壁ブロックと遮音パネル
- 影のラインがデザイン要素となる建築用外装パネル
特にトンネルセグメントの製造では、面取りされたエッジは美観を超えた構造上の目的を果たします。 2 つのセグメントが互いに隣接して配置されると、面取りによって凹んだ溝が作成され、この溝にコーキングまたはグラウトを充填して二次的な防水シールを提供できます。 ほとんどのトンネルセグメント仕様では、すべての長手方向および円周方向の接合部に最小 20mm × 20mm の面取りが必要です まさにこの理由からです。
面取りされたエッジとコンクリートの耐久性
面取りされたエッジの耐久性に関する議論は、実際の観察と材料科学によって十分に裏付けられています。鋭角な 90 度のコンクリートコーナーは、コーナーの頂点のコンクリートが 3 面ではなく 2 面のみで支えられているため、本質的に脆弱です。衝撃、熱サイクル、または補強材の腐食にさらされると、このサポートが不十分なコーナーが最初に剥離する傾向があります。
熱サイクリングは、露出したコーナーで特に攻撃的です。コンクリートは温度変化により膨張、収縮します。コーナーは、2 つの表面が最大露出角度で接する点であり、双方向の熱応力が発生します。長年屋外にさらされると、この周期的な応力により微小亀裂が発生し、目に見える剥離にまで進行します。 駐車場構造物の柱の研究では、面取りされたエッジにより、20 年間の使用期間にわたって角の剥離の発生率が 40 ~ 60% 減少することが示されています。 同じ環境における同等の鋭利なカラムとの比較。
鉄筋コンクリートでは、鋭角のかぶり深さは、平らな面に垂直に測定した公称かぶりよりも幾何学的に小さくなります。平らな壁面の 30 mm のカバーは、最も近い鉄筋まで測定すると、直角のコーナーでは実質 21 mm に減少する可能性があります。コーナーを面取りすると、露出した表面が鉄筋から物理的に遠ざかり、効果的なカバーが復元されます。これが、ヨーロッパの BS EN 13670 を含む、耐久性を重視した多くのコンクリート規定が、露出クラス XC3、XC4、XD2 などの構造用コンクリートの面取りエッジを明示的に要求している理由です。
プロジェクトに適した磁気面取りストリップの選択
すべての磁気面取りストリップが同等に機能するわけではありません。次の要素は、プレキャストおよび現場鋼型枠用途の仕様と購入の決定の指針となります。
磁石の種類と保持力
水平鋳造 (ストリップを平らなスチール テーブル上に置く) の場合は、磁石あたり 10 ~ 15 N の保持力を持つフェライト磁石で通常十分です。垂直型枠面または高エネルギー振動で使用される型枠の場合は、磁石あたり 25 ~ 50 N の保持力を持つネオジム磁気面取りストリップを指定してください。一部のメーカーは、ストリップ 1 メートルあたりの引き抜き力のデータを公開しています。これは、有用な比較指標です。最低限のものを探してください 垂直面用途の場合、ストリップ 1 メートルあたり 150 N .
本体素材: PVC vs ゴム
PVC 磁気面取りストリップはより硬く、寸法安定性が高いため、建築用プレキャストなど、非常に正確なエッジ形状を必要とする用途に適しています。ゴム製の磁気面取りストリップはより柔軟で、わずかな曲線や平坦でない形状の表面にも隙間を残さずに追従できます。また、ゴムは剥離中にコンクリート表面からよりきれいに剥離する傾向があり、表面損傷のリスクが軽減されます。大量生産の場合、ゴム製磁気面取りストリップは、その柔軟性により、成形品の取り外し中に磁石と本体の界面にかかるストレスが軽減されるため、ストリップの寿命が向上することがよくあります。
温度耐性
プレキャスト工場では、強度の向上を促進するために蒸気養生を使用することがよくあります。標準的なフェライト磁石の強度は、蒸気硬化温度 (通常 50 ~ 70°C) にはあまり影響されません。ただし、 ネオジム磁石は約 80°C を超えると永久磁化を失い始めます。 これは、メーカーが高温定格グレードを確認しない限り、高温加速硬化サイクルには適さないことを意味します。蒸気硬化プレキャストワーク用の磁気面取りストリップを注文する際には、この要件を明示的に指定してください。
コーナーピースとエンドピース
優れた磁気面取りストリップ システムには、専用のコーナー ピース (90 度の内部コーナーと外部コーナー) が含まれており、現場で見苦しい留め継ぎ接合部を切断することなく、面取りを柱のコーナーに巻き付けることができます。これらのコーナーピースは、カット長さから製造するのではなく、システムの一部として指定する必要があります。これは、現場でのカット接合がペースト漏れやエッジ欠陥の一般的な原因となるためです。
建築およびデザインの文脈における面取りエッジコンクリート
建築用コンクリート (打ち放しコンクリートまたはベトン ブリュットと呼ばれることもあります) では、面取りされたエッジは実用的なものであると同時に、意図的な美的ツールでもあります。面取りストリップによって作成されるシャドウ ラインは、表面を明確にし、要素の形状を定義し、マス コンクリート フォームに滑らかな四角いエッジにはない洗練された細工された品質を与えます。
ル・コルビュジエのユニテ・ダビタシオンから現代の安藤忠雄プロジェクトに至るまで、コンクリート打ち放しの伝統に取り組む建築家は、面取り線を使用して、コンクリート表面を横切る光の読み取り方を制御してきました。あ 25mmの面取りにより、幅約35mmの影のラインが作成されます。 これは、日光の下でファサードにはっきりと記録されるのに十分な明るさの条件下での使用です。 10mm の面取りは細い線のように見え、より繊細で、光のレベルや観察距離が異なる屋内表面に適しています。
建築用プレキャストの場合、数百または数千の同一パネルにわたる面取りの深さと位置の一貫性が重要です。ストリップの位置にばらつきがあると、パネルを取り付けるときに目に見えるずれが生じます。磁気面取りストリップは、鋼製型枠上の基準マークへの迅速かつ反復可能な位置決めを可能にすることで、釘付けまたは接着されたストリップでは確実に一致させることができない方法で、この一貫性を生産規模で達成できるようにします。
一部の建築家は、ベベルで意図的な色のコントラストを作成するために、色付きの面取りストリップ (通常は顔料が一体化された PVC ボディ) を指定します。これは、大型パネルのファサードに強力な視覚的表現を作成するための珍しい手法ですが、効果的です。標準の磁気面取りストリップは、主要なサプライヤーからグレー、黒、場合によっては白で入手でき、注文に応じてカスタム カラーも入手できます。

磁気面取りストリップのメンテナンスと再利用
磁気面取りストリップの耐用年数を最大限に延ばすには、一貫したメンテナンス ルーチンが必要です。打設の合間にゴミ箱に放り込まれるだけのストリップには、コンクリートの残留物が蓄積し、磁石による損傷を受け、コンクリート仕上げに移る表面の傷が発生します。
- 剥がした後はすぐに掃除してください。 ストリップ面上のコンクリート残留物は、新しいうちは簡単に除去できますが、硬化すると非常に困難になります。 PVC やゴム製の本体を傷つける金属製の工具ではなく、プラスチック製のスクレーパーを使用し、水ですすぎます。
- 磁石配列を検査します。 洗浄後、ストリップの基部に沿って鋼板を走らせます。しっかりと固定されていないセクションは、磁石が故障しているか、ずれていることを示しています。個々の磁石の故障はサプライヤーによって修理できる場合があります。複数の磁石に欠陥があるストリップは廃棄する必要があります。
- 水平に保管してください。 ストリップを垂直に積み重ねたり、壁に立てかけたりすると、特に PVC ストリップで長期的な反りが発生します。プロファイル サイズごとに分類されたラベル付きラックに平らに保管します。
- 注ぐ前に必ず離型剤を塗布してください。 洗浄後も、ストリップの三角形の面と鋼製型枠に接触するベース面の両方に離型剤を新たに塗布してください。これにより、ストリップの表面が保護され、フォームの剥離が容易になります。
- 使用サイクルをログに記録します。 大量のプレキャスト施設では、ストリップ セットごとの注入回数を追跡することで、表面劣化が完成したコンクリートの品質に影響を及ぼし始める前に、事前に交換することができます。 ほとんどのメーカーは、定格再利用サイクルの 80% でストリップを交換することを推奨しています。 目に見える失敗を待つのではなく。
コスト分析: 磁気面取りストリップと従来の方法の比較
現実的なコスト比較では、材料費、取り付けと取り外しにかかる労働時間、ストリップの交換頻度、欠陥修理にかかる追加コストを考慮する必要があります。次の例では、1 週間あたり 50 個の柱要素を鋳造する仮想のプレキャスト生産施設を使用しており、それぞれに 20 mm の面取りストリップのリニア メートル 12 個が必要です。
| コスト要因 | フォームストリップ | 釘付けされたPVCストリップ | 磁気面取り Strip |
|---|---|---|---|
| 1メートルあたりの材料費 | $0.15 | $0.60 | $3.50 |
| サイクルを再利用する | 1 | 15 | 350 |
| 注ぐあたりの有効材料コスト(メートルあたり) | $0.15 | $0.04 | $0.01 |
| カラムあたりの作業時間 (取り付け、取り外し) | 22分 | 28分 | 6分 |
| 年間人件費 (1 時間あたり 35 ドル) | ~16,900ドル | ~21,500ドル | ~4,600ドル |
| 推定欠陥修理費用(年間) | 4,200ドル | 1,800ドル | 300ドル |
上記の数字から明らかなように、 磁気面取りストリップの単価の高さは、最初の製造年以内の労働力の節約によって完全に相殺されます。 。労働力の削減と欠陥修理による継続的な年間節約は大幅です。週に 50 個のエレメントを生産する施設の場合、フォームから磁気面取りストリップに切り替えることで、品質の向上と顧客の拒否率の低下を考慮する前に、現実的に年間 15,000 ドル以上の直接コストを節約できます。
面取りエッジのコードおよび仕様要件
面取りされたエッジは必ずしもオプションであるわけではありません。広く使用されているいくつかの規格や仕様では、構造用コンクリートに面取り要件を課しています。
- ACI 301 (米国): 特に指定がない限り、成形コンクリートのすべての露出したコーナーに面取りまたは半径を付ける必要があります。指定されていない場合のデフォルトの面取りサイズは 3/4 インチ (約 19mm) です。
- BS EN 13670 (ヨーロッパ): 中程度から厳しい環境において、露出クラス XC3 以上のコンクリートの面取り要件を指定します。すべての露出した構造エッジに最小 15 mm の面取りが必要です。
- AS 3610 (オーストラリア): 設計図面で特に直角エッジが許可されている場合を除き、すべての外側のアリス コーナーで面取りストリップまたは同等のものを必要とする型枠標準。
- ASSHTO LRFD 橋設計 (米国): XS および XD 露出条件では、橋梁コンクリートのすべての露出エッジに最小 25 mm の面取りが必要です。
- CIRIA C660 / C766 (英国): コンクリートの初期熱亀裂に関するガイダンス文書では、初期熱亀裂発生の要因である型枠コーナーでの応力集中の影響を軽減するために、エッジを面取りすることが推奨されています。
プロジェクト仕様を検討するときは、構造図面とプロジェクト仕様セクションの両方を確認して、要件を形成してください。面取りの要件が仕様書には記載されているものの、図面には寸法が記載されていないことは珍しいことではなく、請負業者は成形材料を注文する前に設計者に意図したサイズを確認する必要があります。








