English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

コンテンツ
面取りエッジングが実際に何をするのか、そしてなぜ材料の選択が重要なのか
面取りエッジとは、サーフェス、パネル、スラブ、またはプロファイルのエッジに適用される、面取りまたは角度を付けた遷移を指します。面取りでは、90 度の未加工の角を露出したままにするのではなく、その角をある角度 (通常は 45 度) で切り取り、触れても安全で、掃除が簡単で、欠けや層間剥離が起きにくい表面を作り出します。建設、製造、仕上げ作業において、面取りされたエッジと直角にカットされたエッジの違いは、単なる見た目上の違いではありません。 面取りを適切に行うと、交通量の多い環境でエッジの耐用年数を 30 ~ 50% 延ばすことができます。 直角コーナーが生み出す応力集中点を排除することで、
面取りを作成または保護するために使用される材料によって、面取りの寿命、衝撃や湿気への反応、位置変更や調整が可能かどうか、プロジェクトのライフサイクル全体にわたる費用など、その他すべてが決まります。硬質アルミニウムまたは PVC の面取りストリップが数十年にわたって市場を支配してきましたが、 ゴム製磁気面取り システムは、コンクリート型枠、タイルの設置、建築仕上げにおいて大きな注目を集めています。これは、剛性プロファイルでは解決できない問題、具体的には、留め具を使用しない接着、圧力下での形状保持、表面を損傷することなく簡単に取り外せるなどの問題を解決できるためです。
このガイドでは、面取りエッジの背後にある仕組み、利用可能な材料カテゴリ、実際のパフォーマンス データ、および各オプションが意味をなす特定のシナリオについて説明します。現在プロジェクトのエッジを指定している場合、結論は各セクションの先頭にあります。
面取りの形状: 角度、深さ、および表面の互換性
すべての面取りが同じというわけではありません。ベベルの角度と深さは、基材の素材、エッジにかかる荷重、および必要な視覚的な仕上げと直接影響します。エッジング製品を選択する前に形状を理解することで、コストのかかるやり直し作業を回避できます。
実際に使用される標準的な面取り角度
- 45度の面取り: 建築および建具において最も一般的な角度。これにより、等しい長さのベベル面が作成され、エッジ応力が対称的に分散されます。コンクリート型枠のコーナー、階段の段鼻、パネルの端に使用されます。
- 30度の面取り: より長く浅いベベルを生成します。美学上、目立つ角度の付いた面よりも微妙な変化が求められる場合に好まれます。高級キャビネットや建築用コンクリートによく見られます。
- 60度の面取り: より多くの材料を除去する、より急なカット。機械コンポーネントにクリアランスが必要な場合、またはより深い影のラインが設計意図である場合に使用されます。
- カスタム角度 (15 ~ 75 度): 産業用工具、精密機械加工部品、特殊な建築用プロファイルに特化しています。
面取りの深さとその構造への影響
深さは、元のコーナーから面取り面の開始点までの距離として測定されます。コンクリート型枠では、 10mm×10mm面取りストリップ (深さ 10mm、幅 10mm) は、柱のコーナーとスラブのエッジの業界標準です。 5mm × 5mm の浅い面取りは、材料の除去を最小限に抑えることが望ましい微細な建築用コンクリートに発生します。 20mm × 20mm 以上のより深い面取りは、橋台、擁壁、プレキャスト梁などの重土木工事で使用され、面取りは組立中に型枠の位置合わせをガイドする役割も果たします。
下地も重要です。標準的な配合割合(圧縮強度 25 ~ 40 MPa)のコンクリートは、打設中に面取りストリップが適切にシールされていれば、面取りされたエッジを確実に保持します。 20 MPa 未満の弱い混合物は、面取りが存在する場合でもエッジ剥離が発生しやすいため、指定子を組み合わせて使用するのはこのためです。 ゴム製磁気面取り 品質管理された注入を行ったストリップは、同じ混合物に硬質 PVC を使用したストリップよりも一貫してストリップ後の欠陥の報告が少ないです。
面取りエッジの材料カテゴリ: 直接比較
5 つの主要な材料カテゴリは、建設、製造、仕上げにおける面取りエッジの用途の大部分をカバーします。それぞれに異なるパフォーマンスプロファイルがあります。
| 材質 | 再利用性 | 設置方法 | 耐湿性 | エッジ品質 | メートルあたりの一般的なコスト |
|---|---|---|---|---|---|
| ゴム製磁気面取り | 高 (50 ~ 100 サイクル) | スチール製型枠への磁気接着 | 素晴らしい | 非常にきれいで、隙間が最小限に抑えられています | 3ドル~8ドル |
| 硬質PVC | 低 (通常は 1 回使用) | 釘付けまたは接着 | 良い | 良い, nail holes visible | $0.80–$2 |
| アルミニウム | 中 (5 ~ 15 サイクル) | ネジ止めまたはクランプ式 | とても良い | 良い, screw marks possible | 4 ドル~12 ドル |
| フォーム/ポリウレタン | 低 (1 回使用) | 粘着テープまたは接着剤 | 貧弱から中程度 | 中程度、破れやすい | $0.50–$1.50 |
| 木材/MDF | 非常に低い | 釘付け | 貧しい | 変動する腫れのリスク | $0.40–$1.20 |
上記のメートル当たりのコストの数値は、原材料コストのみを反映しています。設置作業、剥離時間、廃棄物の処理、エッジ欠陥からの再加工を含むプロジェクトの総コストを計算すると、 ゴム製磁気面取り systems consistently show a lower total cost per use after the third or fourth reuse cycle 。生産ごとに 500 直線メートル以上の面取りエッジを実行する大規模なプレキャスト コンクリート プロジェクトでは、回避される材料費と人件費の差が 1 か月あたり 4,000 ~ 9,000 ドルに達する可能性があります。
ゴム製磁気面取り: How It Works and Where It Excels
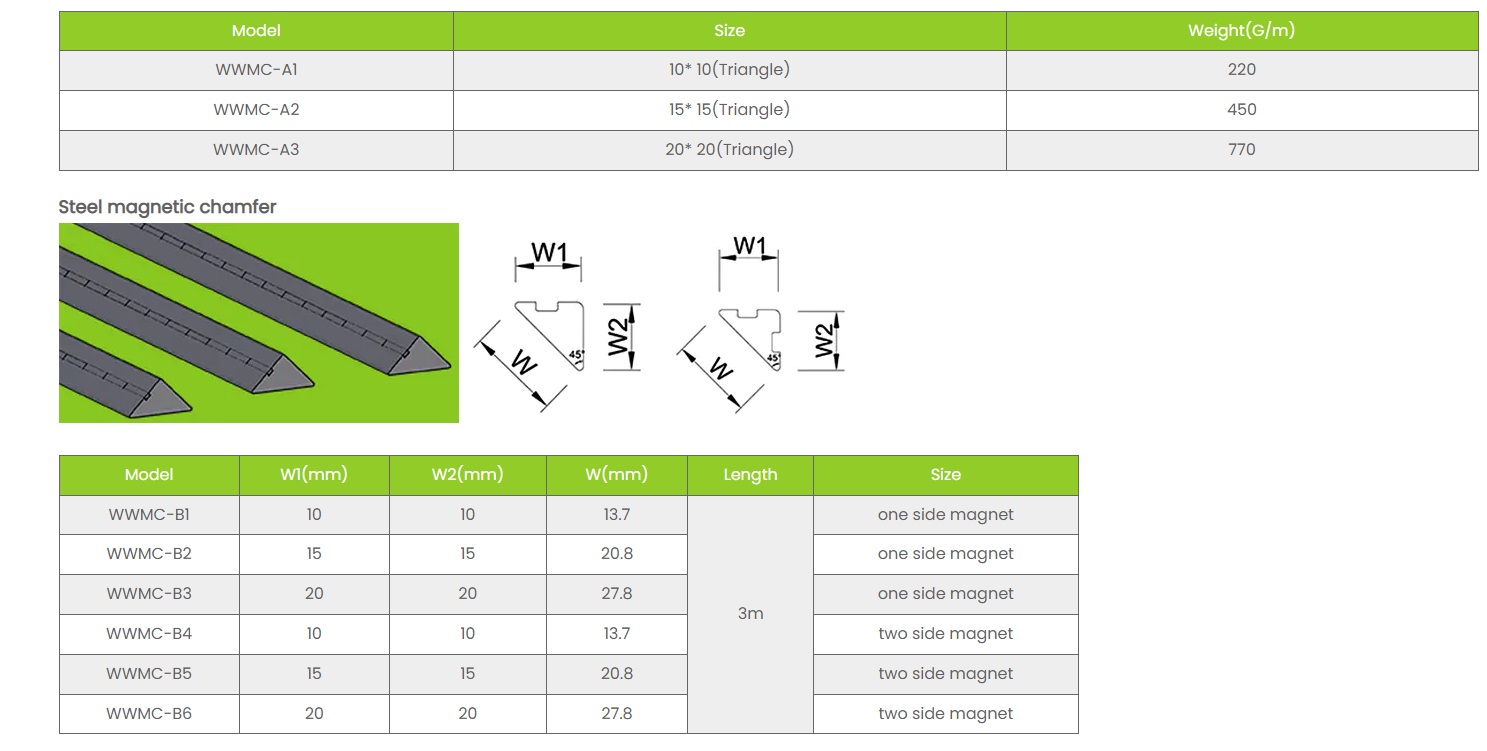
ゴム磁気面取りストリップは複合製品です。柔軟なゴム本体 (通常は EPDM またはネオプレン) のベースに沿って永久磁石材料のストリップが埋め込まれています。磁石は、釘、ネジ、粘着テープ、クランプを使用せずに、ストリップをスチールまたは鉄の型枠パネルにしっかりと保持します。ゴム製本体はわずかに曲がり、型枠上の小さな表面の凹凸に適合します。これにより、硬質 PVC 設置でコンクリートのブリードやエッジのボイドの原因となる面取りの基部の小さな隙間が排除されます。
磁気保持力とそれが実際に重要である理由
標準で埋め込まれた磁石 ゴム製磁気面取り ストリップは次の範囲の保持力を生成します。 直線デシメートルあたり 3 ~ 8 kg 、ストリップのサイズと磁石のグレードによって異なります。一般的な 10mm × 10mm の面取りストリップの場合、これは、長さ 1 メートルが鋼製成形面に対して合計約 30 ~ 50 kg の磁気付着力を及ぼすことを意味します。打設中のコンクリートの振動により、標準的な用途ではこの閾値をはるかに下回る横方向の力が発生するため、ストリップは追加の固定なしで打設全体を通じて静止したままになります。
振動中の面取りストリップの動きは、プレキャスト コンクリートや現場コンクリートのエッジ欠陥の最も一般的な原因の 1 つであるため、これは重要です。振動中の 1 ~ 2 mm のずれでも、完成した面取りエッジに目に見える不規則性が生じます。この欠陥は、要素を受け入れる前に研削またはパッチングを必要とします。 ドイツとオランダのプレキャスト コンクリート メーカーからの現場レポートでは、エッジ欠陥率が 60 ~ 75% 減少したことが報告されています。 スチールフォームテーブル上で釘付きPVCから磁気ゴム製の面取りストリップに切り替えた後。
剥離性能と表面品質
コンクリートが硬化し、型枠を剥がすと、ゴム磁気面取りが鋼製型枠とコンクリート表面の両方からきれいに剥がれます。ゴムの自然な柔軟性により、ほとんどの場合、工具を使わずに取り外すことができます。作業者は、一方の端を掴んで長さに沿ってストリップを剥がすだけです。コンクリートの面取りされたエッジには、滑らかで明確な表面が残るため、建築用途で追加の仕上げを必要としません。
これを、釘で打たれた PVC ストリップと比較してください。このプロセスでは、PVC (再利用不可能になる) とコンクリートの端 (釘穴の位置で軽微な剥離を引き起こす) の両方が頻繁に損傷します。木材の面取りストリップは剥離中に破壊されることが多く、廃棄物として処分しなければなりません。磁気ラバーストリップは、剥がしたらきれいに拭き取り、次の注ぐときにすぐに貼り直すことができます。
温度範囲と環境性能
EPDM ベースのゴム磁気面取り製品は、約 100 ℃ の温度範囲にわたって柔軟性と磁気性能を維持します -30℃~120℃ 。そのため、寒冷地(PVC が脆くなり、設置中に亀裂が発生しやすい場所)での冬の屋外注水や、プレキャスト生産の加速に使用される加熱硬化チャンバーに適しています。ネオプレン配合物は、耐熱範囲がわずかに低くなりますが、油や特定の溶剤に対する耐性が優れているため、溶剤を含む離型剤が使用される工業用プレキャスト工場で好まれます。
面取りエッジが測定可能な結果をもたらす用途
面取りエッジは一度だけで施工できる製品ではありません。角を面取りして応力集中点を取り除き、仕上げを改善するという同じ原則が、土木工学から家具製造に至るまでの業界全体に当てはまります。次のアプリケーションは、最もボリュームの多いユースケースを表しています。
プレキャストコンクリート要素
プレキャスト コンクリートの製造は、世界的に面取りエッジングの最大の用途です。壁パネル、床スラブ、梁、柱、階段ユニットはすべて、安全な取り扱い、きれいな積み重ね、仕上がりの美しさのために面取りされた角を必要とします。 3m × 6m の標準的なプレキャスト壁パネルには、約 18 直線メートルの面取りされたエッジがあります。 1 日あたり 20 枚のパネルの生産速度で、1 つのプラントが毎日 360 メートルの面取りストリップを循環します。
このボリュームでは、 ゴム製磁気面取り ストリップは経済的に決定的になります。 80 生産サイクルに耐える高品質の磁気ゴム ストリップは、使い捨ての代替品と比較して原材料の消費量を 80 分の 1 に削減します。毎日 360 メートルの面取りを行う工場では、使い捨て PVC から再利用可能な磁気ゴム面取りストリップに切り替えることで、面取り製品の年間材料費を削減できます。 $18,000 ~ $45,000(ストリップのサイズと現地の材料価格に応じて) .
建築用現場コンクリート
ファサード、内装壁、階段、特注の構造要素などの建築用途における露出コンクリートには、面取りされたエッジ品質が要求されますが、標準的な現場慣行では一貫して達成するのが困難です。木材の型枠に硬質 PVC を釘付けすると、釘穴の影のある面取り、ボードの曲率によるわずかな波打ち、およびストリップの基部に時折ブリード ラインが発生します。スチール製バッキングボード上の磁気ゴム面取りストリップは、機械的な留め具を使用せずにフォーム表面に正確に適合し、フォーム表面をシールすることで、3 つの欠陥すべてを排除します。
ヨーロッパの建築コンクリート仕様で引用されることが増えている 200 ~ 250mm のスランプ フローで配置された SCC (自己圧縮コンクリート) 、型枠に高い横圧力を加え、面取りストリップの基部のギャップに敏感な混合物です。ゴム製磁気面取りストリップは、柔軟なゴムベースが増加した静水圧下でも持ち上がるのではなくシールするため、これらの混合濃度では硬質代替品よりも優れた性能を発揮します。
タイルと石の設置
タイルや石材の加工において、面取りエッジとは、タイルの周囲、段鼻、床材間の移行部に取り付けられる、輪郭を描いたアルミニウムまたはステンレス鋼のトリム ストリップを指します。これらのストリップは、露出した角が非常に脆くなる磁器タイルで特に一般的な故障モードである欠けからタイルの端を保護します。 45 度の面を持つ面取りされたタイルのエッジ プロファイルは、横方向の衝撃を吸収し、タイルの角に衝撃を集中させるのではなく、モルタル ベッド全体に分散させます。
商業環境 (空港、病院、小売店) におけるステンレス鋼の面取りエッジは、変形することなく 500 kg/m2 を超える歩行者荷重に耐えます。住宅環境のアルミニウム プロファイルは、標準的な荷重を低コストで適切に処理します。ミル仕上げ、ブラッシュ仕上げ、および陽極酸化仕上げの選択は、耐久性とメンテナンス頻度の両方に影響します。ブラッシュ仕上げのステンレス鋼は小さな傷を隠し、交通量の多い公共スペースでは主流の仕様です。
木工・パネル製品
家具の製造や建具では、ルータービットや専用のエッジバンディング機械を使用して、MDF、合板、無垢材パネルに面取りエッジングが施されます。キャビネットのドアの端にある 2mm × 45 度の面取りは、大幅なコストを追加することなく、プロダクショングレードの家具をより洗練された外観にする標準的なディテールです。大量生産では、最新の CNC エッジバンディング ラインを使用した自動エッジ面取りにより、毎分 20 ~ 40 メートルの速度で一貫した結果が得られます。
家具の脚、テーブルトップ、ドアフレームの無垢材の面取りは、通常、ルーターテーブルまたはテーブルソージグの面取りビットを使用して切断されます。欠けたり裂けたりする可能性がある鋭い突起を排除するという機能的な利点は、便宜というよりもむしろ職人技と言える、洗練された意図的なエッジのディテールによる視覚的な利点に次ぐものです。
コンクリート型枠の面取りエッジの設置に関するベスト プラクティス
取り付けの品質がエッジの品質を決定します。以下の実践は、精度、圧力、表面仕上げの要件の点で最も厳しい状況であるコンクリート用途の面取りエッジングに適用されます。
ストリップを配置する前の表面の準備
鋼製型枠パネルは、面取りストリップを配置する前に、清潔で平らにし、適切な離型剤で軽く油を塗る必要があります。以前に注入したコンクリートの残留物がパネル表面に残っていると、面取りストリップが面一に着座するのを妨げる高いスポットが形成されます。これが、前述のブリード ラインやエッジ ボイドの根本的な原因です。のために ゴム製磁気面取り ストリップの場合、磁気保持力はストリップの磁石ベースとスチールパネルの間に隙間があると比例して減少するため、表面の清浄度は保持の安全性と製造されるエッジの品質の両方に直接影響します。
スチール製型枠テーブルの実際的な洗浄手順: 剥がした直後 (完全に固まる前) にコンクリートの残留物をワイヤーブラシで拭き、湿らせた布で拭き、離型剤を薄く塗布し、次のストリップを配置する前に乾燥させます。これにより、サイクルにパネルあたり約 5 ~ 8 分が追加されますが、エッジの欠陥率は大幅に減少します。
位置決めと整列
面取りストリップは、その頂点 (面取りプロファイルの最も外側のコーナー) が完成したコンクリート要素の意図したコーナー ラインと正確に揃うように配置する必要があります。鋼製型枠上の磁性ゴム ストリップの場合、この位置合わせは磁石によって維持されます。一度配置すると、意図的に動かさない限りストリップは滑りません。釘打ちされたストリップの場合、釘打ちの力でストリップが意図した位置からわずかにずれる可能性があるため、釘打ち後に直線エッジで位置合わせをチェックする必要があります。
面取りストリップの長さの間の接合部 (1 つのストリップが終了し、次のストリップが始まる場所) では、端を 90 度できれいに切断し、しっかりと突き合わせる必要があります。ストリップ接合部に 1 ~ 2 mm の隙間でも、その部分にコンクリートのフィンが生成されるため、ストリップ後に研削が必要になります。 3 メートルを超える長いランの場合、硬化中のストリップのわずかな熱膨張により、突合せ接合部がわずかに開く可能性があります。圧縮フィット端部プロファイルを備えたストリップを指定するか、接合部に薄いシリコンビーズを使用することで、これを防ぐことができます。
コンクリートの打設と振動のプロトコル
内部振動は、面取りストリップに直接、またはそのすぐ隣に加えないでください。バイブレーター ヘッドはストリップから少なくとも 150 mm の位置に挿入し、流し込みエリア全体に系統的な格子パターンで移動させる必要があります。面取りストリップ (特に柔軟なゴム ストリップ) の近くで過度に振動すると、振動周波数がストリップの質量や磁石の保持力と共振すると、ストリップが成形面から局所的に剥離する可能性があります。
のために ゴム製磁気面取り ストリップの 150mm 以内の標準周波数 (50 ~ 200 Hz) での振動は、磁気保持力がメーカーの仕様を満たしている限り、測定可能な変位を生じないことが制御されたテストで示されています。所定の型枠面寸法で小さめのストリップを使用すると、たとえば深さ 1.5m に達すると予想される打設現場に 5mm × 5mm のストリップを使用すると、単位面積あたりの保持力が低下し、振動時の変位リスクが増加します。
剥離シーケンスと剥離回復
のためにmwork should not be stripped until the concrete has reached sufficient strength to resist edge damage — typically at least 70% of design strength, which at standard temperatures (20°C) corresponds to approximately 18–24 hours for standard mixes. Early stripping at lower strengths produces chamfered edges that crumble or chip, negating the entire purpose of the chamfer.
磁性ゴムの面取りストリップを剥がすときの正しいテクニックは、一方の端から始めてストリップをしっかりと握り、成形面に対して鋭角 (約 30 ~ 45 度) で剥がすことです。 90 度 (顔からまっすぐ) に引くと、磁石が最も強い方向に配置され、必要以上に大きな力が必要になります。斜めに剥がすと磁気接触が徐々に壊れ、必要な労力がはるかに少なくなります。回復後、ストリップは破れ、変形、コンクリートの付着がないか検査し、洗浄して、永久的な曲がりを防ぐために平らに保管する必要があります。
適切な面取りエッジ製品の選択: 決定基準
面取りエッジ製品を選択するには、複数の要素を同時に比較検討する必要があります。次のフレームワークは、実際に最も重要な基準をカバーしています。
のためにmwork Type Compatibility
ゴム製磁気面取り ストリップは、型枠面が強磁性体(通常は構造用鋼または鉄)である場合にのみ適しています。アルミ型枠、木材型枠、FRP(繊維強化プラスチック)パネルには接着しません。型枠システムがアルミニウムまたは木材ベースの場合、機械的に固定された硬質 PVC またはアルミニウムの面取りストリップが適切な選択です。鋼製成形テーブルを使用する作業 (ヨーロッパのプレキャスト工場では標準) を使用する場合、ほとんどの場合、磁性ゴムが優れた選択肢となります。
量と再利用頻度
プロジェクトで、特定の面取りランの使用が 5 回未満である場合 (1 回限りの建築作品や小規模な住宅の流し込みなど)、磁気ゴム ストリップのより高い初期費用は正当化されない可能性があります。 1 メートルあたり 0.80 ~ 2.00 ドルの使い捨て PVC は、少量であれば経済的に合理的です。 6 回以上再利用すると、経済性は磁性ゴムに決定的に移行し、より高い初期コストが使用サイクル全体で償却されます。
表面仕上げの要件
のために Class A or architectural finish concrete — where the chamfered edge will be permanently exposed in the finished structure — the additional edge quality delivered by magnetic rubber chamfer strips justifies their use even at lower reuse volumes. 建築用コンクリートの欠陥修理には 1 平方メートルあたり 50 ~ 200 ドルの費用がかかります 熟練した労働力と材料。注ぐサイクルごとに少数のエッジ欠陥を防ぐだけでも、優れた製品の見返りはすぐに得られます。
環境と安全への配慮
使い捨て PVC 面取りストリップは、リサイクルが難しくコストがかかる材料廃棄物の流れを表しており、ほとんどが最終的に埋め立て地に送られます。 1 日あたり 500 メートルの PVC 面取りストリップを消費する大規模なプレキャスト作業では、年間のプラスチック廃棄物の発生量は約 180キロメートルのストリップ、または約900キログラムのPVC 。再利用可能な磁気ゴム面取りストリップに切り替えると、この廃棄物の流れがほぼ完全に排除され、材料廃棄物の報告が義務付けられている持続可能性評価の建設プロジェクトにおいて、その利点がますます重要視されます。
面取りエッジングでよくある失敗とその防止方法
面取りされたエッジの破損のほとんどは、少数の識別可能なカテゴリに分類されます。それぞれの障害の根本原因を理解することは、予防策に直結します。
- 面取りの基部の裁ち落とし線: ストリップと型枠面との間の隙間が原因で発生します。予防策: フォーム表面が清潔で平らであることを確認します。表面の小さな凹凸に適合する柔軟なゴムストリップを使用します。ストリップを配置する前に離型剤を塗布します。
- ストリップ中のエッジ剥離: コンクリートの十分な強度が得られる前に剥離したり、コンクリートの端に直接こじ開けツールを使用したりすることによって発生します。予防策: 剥がす前に最低強度を確認します。ゴムストリップをこじ開けるのではなく、剥がす動作を使用してください。
- ストリップ接合部のコンクリートフィン: 突き合わせたストリップ端間の隙間が原因で発生します。予防策: ストリップの端をきれいに 90 度でカットします。圧入端部プロファイルを使用するか、薄いシリコン ビーズで接合部をシールします。
- 振動時のストリップ変位: バイブレーターの配置がストリップに近すぎるか、保持力が不十分なサイズのストリップが小さすぎることが原因で発生します。予防策: ストリップから最低 150 mm の距離を維持します。磁気保持力の仕様が注入深さとコンクリート圧力に一致していることを確認してください。
- 仕上げ面取り部のうねり: コンクリートの圧力による型枠パネルのたわみ、ストリップの変形、または設置中に硬いストリップを移動させる釘打ちの力によって発生します。予防策: 適切に強化された型枠を使用します。マグネットアタッチメントに変更することで釘打ちの歪みを解消します。
- 回収時のゴムストリップの破れ: 型面に対して 90 度で引っ張ったり、ストリップ表面にコンクリートが接着したり (通常は離型剤の劣化による)、または柔軟性を失った磨耗したストリップを使用したりすることが原因で発生します。予防策: 30 ~ 45 度で剥がします。離型剤塗布プロトコルを検査し、交換する。表面の亀裂や柔軟性の低下を示すリタイアストリップ。
再利用可能な面取りストリップのメンテナンスとライフサイクル管理
ゴム製磁気面取りストリップは、他の再利用可能な工業製品と同様に、定格再利用サイクル数を達成するために基本的なメンテナンスと検査ルーチンを必要とします。このルーチンを実行するオペレーターは、ストリップの寿命がメーカーの仕様以上であると一貫して報告しています。そうでない人(通常、使い捨てではない場合でもストリップを使い捨てとして扱う)は、再利用による経済的利益を損なう早期の故障に遭遇します。
毎回の使用後
- ストリップがまだ柔らかいうちに(剥がしてから 30 分以内)、湿らせた布でストリップを拭き、コンクリートの残留物をすべて取り除きます。
- ゴム本体に破れ、切り傷、または輪郭に沿った変形がないかどうかを検査します。損傷領域からのコンクリートの侵入を防ぐために、10 mm を超える破れのあるストリップは使用を中止する必要があります。
- ストリップの端の接合点での圧縮変形を確認します。変形が端から 20 mm 以内に局所的に集中している場合は、損傷した端をきれいにトリミングします。
- ストリップは平らにするかコイル状にして(10mm × 10mm プロファイルの場合は半径 300mm 以下)、直射日光やオゾン発生源(電気モーター、溶接装置)から離れた乾燥した環境に保管してください。
定期点検(10~20サイクルごと)
簡易プルオフゲージを使用して磁気保持力を測定します。元の指定された保持力の 60% を下回ったストリップは、廃棄する必要があります。磁石が減磁しているか (厳密に指定された製品ではまれです)、ゴム本体が十分に変形して鋼製型枠との接触面積が減少しています。サムネイルで押してゴム表面の硬さを定性的に確認します。表面は凹み、すぐに回復します。 2 ~ 3 秒以上凹んだままになっているゴム表面は、有効範囲を超えて硬化しており、フォーム面に適切に適合しなくなります。
のために large operations running thousands of meters of ゴム製磁気面取り シンプルな追跡システムであるストリップは、ペイント マーカーを使用して各ストリップに製造サイクル数をマークすることで、オペレーターがサービスに失敗する前に高サイクルのストリップを識別できるようにします。これにより、最もコストのかかる故障モード、つまり、緊急の剥離、修理が必要となり、場合によってはコンクリート要素の拒否が必要となる、生産途中でのストリップの破損が防止されます。