 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

コンテンツ
中空コアコンクリートスラブとは何か、そしてなぜそれが現代の建設において重要なのか
あ 中空コアコンクリートスラブ は、その長さを貫く長手方向の空隙 (通常は円形または楕円形) を特徴とするプレキャスト プレストレスト コンクリート要素です。これらの空隙により、同等の寸法の固体コンクリート スラブと比較して、スラブの総重量が最大 40 ~ 50% 軽量化され、同時に、曲げ、せん断、耐火性における優れた構造性能が維持されます。この組み合わせにより、中空コア スラブは、世界中の商業ビル、高層住宅ブロック、駐車場、工業用倉庫、インフラ プロジェクトで最も広く使用されている床材システムの 1 つとなります。
核となる結論は簡単です。中空コアコンクリートスラブは、優れた強度重量比、迅速な施工速度、および材料消費量の削減を実現します。最新のプレキャスト施設で生産されると、精密な型枠が使用され、 シャッターマグネット 、および自動鋳造ベッドが生産品質を定義します。これらのスラブは、厳しい寸法公差と要求の厳しい構造仕様を一貫して満たしています。コスト効率の高い高性能の床材ソリューションを求めるエンジニア、請負業者、調達専門家にとって、床材がどのように製造、取り扱い、設置されるかを理解することは不可欠です。
中空コアコンクリートスラブの製造方法
中空コア コンクリート スラブの製造は、ほぼ専らプレキャスト コンクリート工場で行われ、押出 (スリップフォーム) プロセスまたはウェットキャスト プロセスという 2 つの主要な方法のいずれかを使用します。それぞれのアプローチは、型枠システム、補強レイアウト、表面仕上げ、磁気固定コンポーネントの役割に具体的な影響を及ぼします。
押出法
押出成形法では、コンクリートを打設する前に、長さ 100 m ~ 150 m の延縄鋳造床に高張力鋼ストランドをあらかじめ張ってあります。押出機がベッドに沿って移動し、中空コアを形成するマンドレルの周囲に硬くスランプのないコンクリート混合物を押し込みます。機械は毎分約 1 ~ 2 m で移動し、均一な断面の連続したスラブを残します。断熱カバーの下または加熱された環境で硬化した後、スラブはダイヤモンドソーで必要な長さに切断されます。
鋳造ベッド自体が一次型として機能するため、個別の型枠コンポーネントの役割は制限されていますが、サイドフォーム、エンドストップ、埋め込まれたインサートは引き続き次の方法で位置決めされます。 シャッターマグネット 穴あけや溶接を行わずに、鋼製コンポーネントを磁性鋳造テーブル表面の所定の位置に保持します。この非侵襲的な固定方法は、高価なスチールベッドへの損傷を排除し、生産サイクル間の迅速な再位置決めを可能にするため、延伸ライン生産で特に評価されています。
ウェットキャスト法
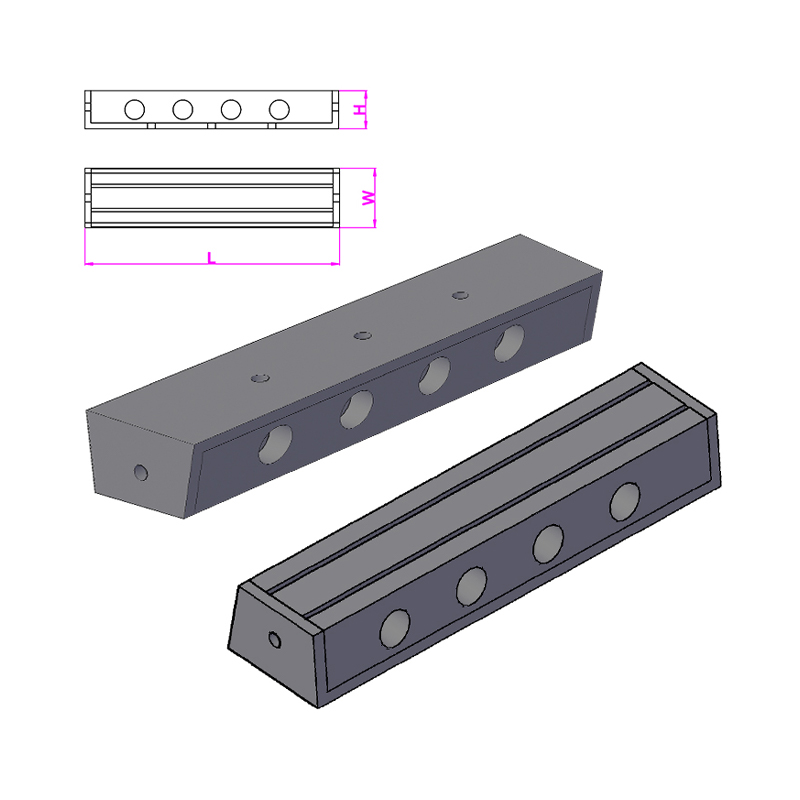
湿式鋳造プロセスでは、個々の鋼製金型、または型枠要素が組み立てられるパレットベースのシステムが使用されます。ここで、 シャッターマグネット — 磁気型枠アンカーまたは磁気ボックスとも呼ばれる — は、中心的かつ非常に目立つ役割を果たします。これらの装置はスチール製パレットの表面に配置され、磁力によって吸引され、コンクリートの注入中や振動中にサイド シャッター、ブロックアウト、インサート、補強ケージを正確な位置に保持します。保持力は磁石の設計に応じて広範囲にわたりますが、一般的なユニットにより保持力が異なります。 600kg、900kg、1,200kg、さらには2,100kg 保持力は、型枠が抵抗しなければならない重量と振動負荷に基づいて選択されます。
起動レバーを切り替えて磁場を解放するだけで、数秒以内にシャッター磁石の位置を変更できるため、ボルトまたは溶接されたアンカーと比較してセットアップ時間が大幅に短縮されます。カルーセルまたは固定パレット システムで中空コア スラブを生産する高出力プレキャスト施設では、この速度はシフトあたりの生産サイクルの増加とユニットあたりの人件費の削減に直接つながります。
中空スラブ製造におけるシャッター磁石の役割
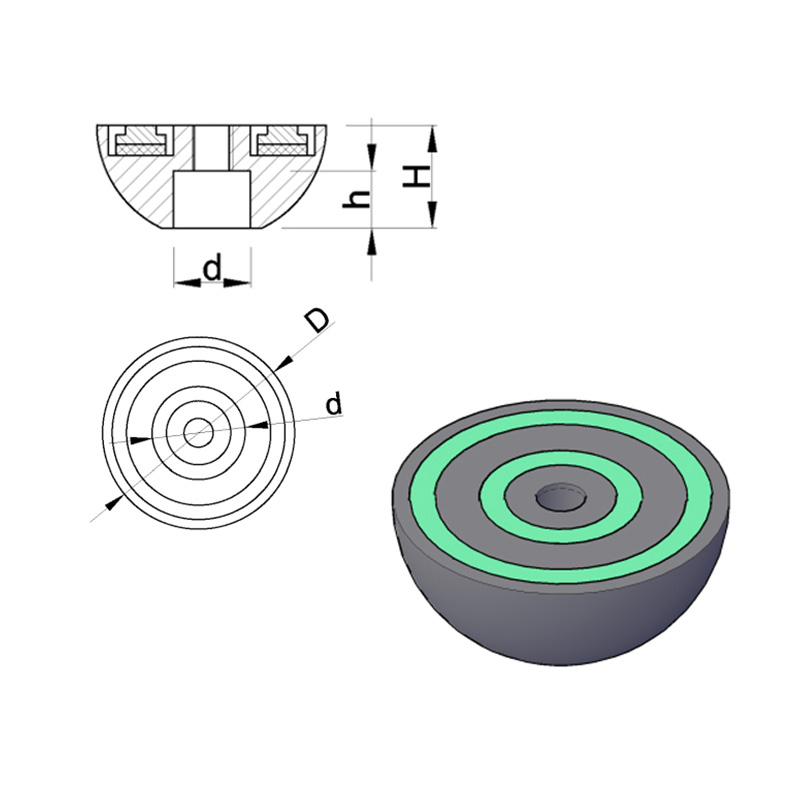
シャッターマグネット スチール製のハウジングに収められた永久ネオジム磁石またはフェライト磁石を使用する設計された固定装置です。作動すると、磁気回路が鋼製パレットまたはテーブルの表面を介して閉じ、強力な保持力が発生します。非アクティブ化すると、内部のキーパー磁石を動かすレバーを回転させることで回路が開き、ユニットを手で持ち上げて自由にできるようになります。接着剤が残留せず、表面が損傷することもなく、特別な工具も必要ありません。
中空コアコンクリートスラブの製造では、シャッター磁石がいくつかの特定の機能を果たします。
- スラブ幅とエッジプロファイルを定義する縦方向の側面形状を確保する
- エンドシャッターを所定の位置に保持してスラブの長さを確立し、上面を形成します
- サービス、柱、または固定具用の開口部が必要なコア位置にブロックアウト フォーマーを固定する
- あnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- コンクリートの高周波振動時の変位に対する補強ケージの安定化
型枠用磁石の選択とコンクリートの振動との関係は特に重要です。振動するコンクリートは、静的重量の数倍になる可能性がある動的な力を型枠に及ぼします。静的保持力が 1,200 kg と定格されているシャッター用磁石は、振動の周波数と振幅が控えめな場合、重量がわずか 80 kg のフォームに適している可能性がありますが、同じ磁石では激しい内部振動の下では不十分であることが判明する可能性があります。評判の良いメーカーは、静的定格とともに振動試験による保持データを公開していますが、静的力だけを指定することは、鋳造中の形状の動きにつながるよくある間違いです。
磁石の種類とその用途
| マグネット式 | 一般的な保持力 | スラブ製造における主な用途 | 主な利点 |
|---|---|---|---|
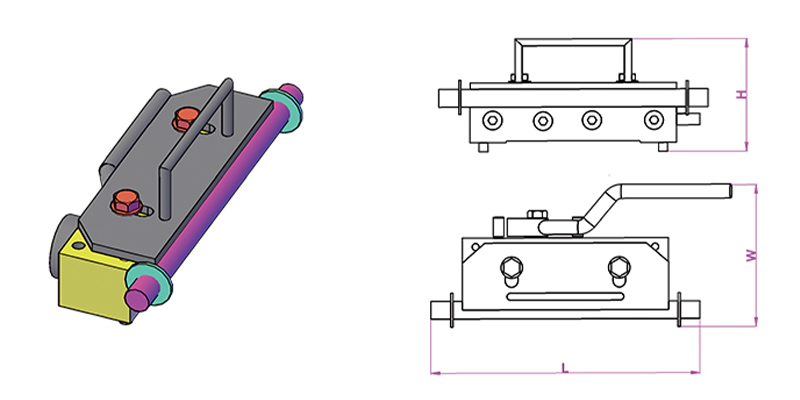
| 標準ボックスマグネット | 600~1,200kg | サイドフォーム、エンドストップ | 費用対効果が高く、広く入手可能 |
| 頑丈なボックスマグネット | 1,500~2,100kg | 重いスチール製のエッジフォーム、大きなブロックアウト | 高い耐振動性 |
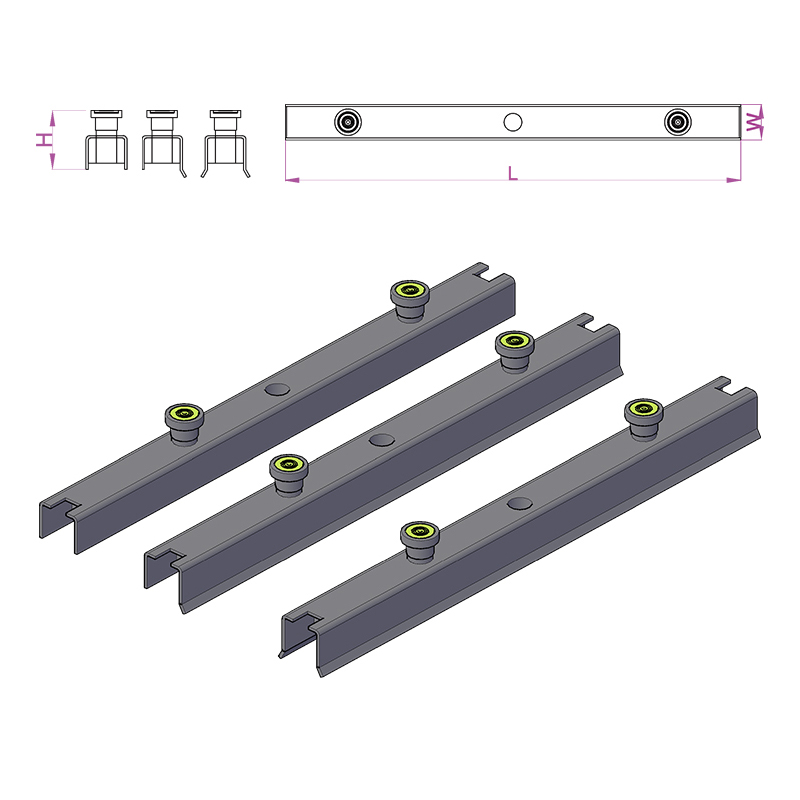
| インサートマグネット(平型) | 150~400kg | あnchor channels, lifting sockets | 薄型、インサートの下にフィット |
| 磁気面取りホルダー | 該当なし (位置) | スラブ軒天井のエッジ面取りストリップ | 一貫したエッジのディテール |
| 磁気コーナー角 | 変数 | 90°ジャンクション、ブロックアウトコーナー | コーナー部のグラウト漏れを解消 |
中空コアコンクリートスラブの構造性能
中空コアコンクリートスラブの構造的挙動は、プレストレスレベル、コンクリートグレード、コアの形状、スパンと深さの比によって決まります。標準的な中空コアユニットは、次の範囲の深さで製造されます。 150mm~500mm 、幅は通常 1,200 mm です。実際には 6 m ~ 18 m のスパンが一般的ですが、適切に設計された深いユニットでは、制御された荷重条件下で 20 m 以上に達します。
プレストレスは、コンクリートを打設する前に、鋳造床の橋台に固定された、通常は降伏強度 1,570 MPa または 1,860 MPa のプレテンションをかけた高強度鋼ストランドを通して適用されます。コンクリートが必要な伝達強度 (通常は 25 ~ 30 MPa 立方体) に達した後、ストランドが切断または解放され、接着によってプレストレス力がコンクリート部分に伝達されます。これにより、キャンバー効果 (上向きの反り) が生じ、使用荷重時のたわみを部分的に相殺します。
一般的な負荷スパンのパフォーマンス
| スラブ深さ(mm) | スパン 6 m (kN/m²) | スパン 9 m (kN/m²) | スパン 12 m (kN/m²) | スパン 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
これらの数字は、中空コアスラブがオフィスビルや駐車場の中長期スパンに指定されている理由を示しています。これらの場合、負荷荷重 2.5 ~ 5.0 kN/m² が標準であり、スパン 9 ~ 14 m が経済的に魅力的です。プレストレスにより、多くの場合、二次鉄骨梁が不要になり、床ゾーンの構造的な深さが減り、多層プロジェクトの耐用年数にわたって、高さが大幅に (多くの場合 1 階あたり 300 ~ 500 mm) 節約されます。
耐火性
中空コアコンクリートスラブは、コンクリートの熱質量とプレストレストストランドの被覆深さによって固有の耐火性を提供します。ストランド重心までの 35 mm のカバーを備えた 200 mm のスラブでは、通常、 レイ120 (2 時間の構造耐火性) 標準的な火災にさらされた場合。より大きなカバーを備えた奥行きのあるユニットは REI 180 または REI 240 を容易に達成し、追加の防火を必要とせずに最も厳しい占有要件を満たします。これは、同等の定格を達成するために膨張性コーティング、スプリンクラーシステム、またはケースを必要とするスチールまたは木材の代替品に比べて大きな利点です。
プレキャスト工場の型枠システムと磁気固定
中空コアコンクリートスラブの品質は、その製造に使用される型枠システムの品質と切り離すことができません。プラントが固定パレット システム、回転カルーセル、または延縄鋳造ベッドを使用するかどうかに関係なく、型枠の設定と固定の精度によって、完成品要素の寸法精度、表面仕上げ、および一貫性が決まります。
パレットカルーセルシステム
最新のパレット カルーセルでは、スチール パレットが、洗浄、型の設定、鉄筋の配置、コンクリートの鋳造、振動、養生、型抜き、および要素の輸送という固定された一連のステーションを通過します。通常、サイクル全体は 24 時間かけて実行され、複数のパレットが同時に循環されます。金型設置ステーションでは、オペレータが次の方法を使用してサイド フォームとインサートを配置します。 シャッターマグネット 各要素の CNC 生成または図面ベースのレイアウトに従って。パレット表面は精密研磨された鋼板であるため、磁石は全域で安定した接触力と保持力を実現します。
カルーセル システムで磁気型枠を固定することで効率が大幅に向上します。ヨーロッパのプレキャスト製造業者による研究では一貫して報告されています。 金型のセット時間を 30 ~ 50% 短縮 ボルトまたは溶接されたアンカー システムと比較して。 1 日あたり 80 ~ 120 個のパレットを生産するプラントでは、これはシフトごとに数時間の労働力が節約され、スラブ 1 平方メートルあたりの生産コストが目に見えるほど削減されることになります。
押出中空コア用延縄鋳造ベッド
延縄押出成形では、主な型枠の機能は鋳造ベッド自体、つまり押出機が移動する平らで滑らかなスチールまたはポリマーでコーティングされた表面によって実現されます。ただし、シャッター磁石と関連する磁気アンカー システムは、以下を保持するために使用されます。
- プレストレス軌道をプロファイルするストランドディフレクターとデビエーター
- 押出機が開始する前のスラブ幅を定義する縦方向のサイド レール
- 指定された場所にサービス侵入用の開口部を作成するコア ブロックアウト フォーマー
- 複合トッピング接続のために湿ったコンクリート表面に追加される鉄筋またはメッシュ
磁気固定の非侵襲性は、何千もの生産サイクルにわたって表面が損傷を受けないようにしなければならない延縄ベッドで特に評価されます。穴あけや溶接によって生じる表面の傷やピットはグラウトの漏れや固着の原因となり、離型力や完成したスラブ軒天井の表面欠陥が増加します。
適切なシャッター マグネットの選択
特定の中空コアスラブ製造用途に適したシャッター磁石を選択するには、重量を形成するための保持力を単に一致させるだけでなく、いくつかの要素を考慮する必要があります。
- パレットまたはテーブルの厚さ: 磁石は、特定の鋼厚 (通常 10 ~ 25 mm) で機能するように設計されています。薄すぎると磁気回路が不完全になります。厚すぎると保持力が大幅に低下します。
- 具体的な振動方法: 外部テーブル バイブレータは、内部ニードル バイブレータよりも高い動的力を生成します。外部から振動するシステムの磁石には、より高い定格保持力が必要です。多くの場合、静的に計算された要件の 1.5 ~ 2 倍です。
- 淡水の圧力とコンクリートヘッド: 背の高い要素やコンクリートが急速に配置される場所では、型枠に対する水圧が単純な重量計算を超える場合があります。磁石は垂直方向の揚力と横方向の圧力の両方に耐える必要があります。
- フォームの材質と形状: スチールフォームは磁力を直接伝達します。アルミニウムまたはプラスチックの型枠には、磁石と非強磁性型枠材料の間の仲介として機能する鋼製ベース プレートが必要です。
- 動作環境: 天井クレーン、電気モーター、またはその他の電磁源を備えたプラントでは、意図しない非作動や干渉を防ぐために、シールドされたハウジングを備えた磁石が必要になる場合があります。
Ratec、Halfen、Sommer などの大手メーカーは、磁石の選択に関するエンジニアリング サポートを提供し、静的保持力、振動試験による力、動作温度範囲、サイクル寿命 (通常の定格) を記載した詳細な技術データ シートを発行しています。 500,000 ~ 1,000,000 アクティベーション サイクル 内部コンポーネントの検査が必要になる前に)。
中空スラブの輸送、取り扱い、設置
中空コアコンクリートスラブは、鋳造、養生、所定の長さに切断した後、慎重に持ち上げ、輸送し、設置する必要があります。プレストレスを与えたセクションは、スパン方向の正の曲げに対して最適化されています。負の曲げや横方向の荷重がかかる不適切な取り扱いは、予圧縮された (軒裏) 面に亀裂を引き起こす可能性があります。この損傷は検出が難しく、構造性能を損なう可能性があります。
持ち上げと輸送の要件
中空コアスラブは、目的に合わせて設計されたクランプまたはビームとスプレッダーの配置を使用して持ち上げる必要があります。これらの配置は、設計吊り上げゾーン内の点に荷重を加えます。通常、各端から L/5 以下で、L はスラブの長さです。 10 m を超えるスラブの場合、曲げモーメントを制御するために、スプレッダー ビームを使用した 3 点または 4 点リフトが標準的な方法です。
現場では、スラブはクレーンによって支持梁、壁、またはコーベルに直接設置されます。各端のベアリングの長さは、最小要件を満たす必要があります。通常は、 鋼鉄またはプレキャストコンクリートサポートでは 75 mm、石材または現場コンクリートでは 100 mm — 適切な荷重伝達を確保し、使用荷重下での端部の剥離を防ぎます。接触応力を分散し、寸法公差に対応するために、ネオプレンまたはモルタルのベアリング パッドが使用されます。
縦目地のグラウト注入
あdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
縦方向の接合部の精度は、鋳造中にエッジの形状がどの程度正確に保持されるかによって部分的に決まります。これも重要な点です。 シャッターマグネット および関連する磁気固定アクセサリは、設置された床の品質に直接影響します。鋳造中に型枠が 3 ~ 5 mm 移動しただけでも、完全にグラウトすることが困難な接合形状が生成され、せん断伝達と耐水性が低下する空隙が残る可能性があります。
現場コンクリートトッピング
多くの中空コア スラブ床は、設置後にプレキャスト ユニットの上に通常 50 ~ 75 mm の厚さの現場コンクリート トッピングが打設される仕様になっています。このトッピングには複数の目的があります。
- 床面を平らにし、隣接するスラブ間のキャンバー差を補償します。
- すべてのユニットを連続した強化スラブで接続することで堅牢な振動板を実現
- 床スクリード、床下暖房、またはトッピング深さ内でのサービスの統合が可能になります。
- 複合的に設計すると、床の構造的な深さと耐荷重が増加します。
押出成形によって製造された中空コア スラブの上面は、意図的に粗いままにされています。押出プロセスでは、トッピングに機械的結合を提供する波形または縞模様のテクスチャーが残されています。湿式鋳造ユニットでは、同等の接着強度を達成するために表面処理 (通常はショット ブラストまたは機械的スカリフィケーション) が必要であり、これにより製造工程と関連コストが追加されます。
中空コアコンクリートスラブの持続可能性と材料効率
建設業界は、固形炭素と材料の消費量を削減するというプレッシャーの増大に直面しています。中空コアコンクリートスラブは、特にライフサイクル全体を考慮した場合、いくつかの持続可能性指標において代替床材システムと比べて優れています。
コンクリートと鋼材の量を削減
曲げ抵抗にほとんど寄与しないコアゾーンからコンクリートを除去することで、中空コアの製造に使用されます。 平方メートルあたりのコンクリートの量が 30 ~ 45% 減少 同じスパンと耐荷重の同等の固体スラブよりも優れています。従来の軟鋼鉄筋(500 MPa)の代わりに高張力プレストレス鋼(1,860 MPa)を使用することは、単位面積当たりの鋼の総重量も大幅に減少することを意味します。同じ性能を目指して設計された従来の強化スラブでは、8 ~ 15 kg/m 2 の鉄筋が使用されるのに対し、中空コア スラブでは 2 ~ 4 kg/m 2 のプレストレストランドしか使用できません。
この材料の削減により、床構造に組み込まれた炭素が直接削減されます。業界の統計によると、一般的な 265 mm 中空コア スラブには、約 100 ~ 130 kg CO₂e/m² 、同様の構造能力を持つ現場の固体平らなスラブの 160 ~ 200 kg CO₂e/m² と比較します。
工場生産と廃棄物削減
管理された条件下での工場生産により、過剰注文、流出、再加工による材料の無駄が最小限に抑えられます。適切に管理されたプレキャスト工場でのコンクリート廃棄物は通常、生産量の 1 ~ 3% ですが、従来の現場現場では 5 ~ 10% 以上発生します。型枠用磁石と再利用可能なスチール型枠の使用により、型枠の無駄がさらに削減されます。磁気固定で使用される高品質の鋼製型枠は、数千回の生産サイクルで再利用できますが、現場現場の木製型枠は通常、数回使用した後に廃棄されます。
サポート終了時の考慮事項
あt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
一般的なアプリケーションとプロジェクトの例
中空コアコンクリートスラブは、幅広い建物タイプおよびインフラストラクチャ用途にわたって仕様化されています。その多用途性は、利用可能な深さの範囲が広いこと、使用時の貫通や鋳込み固定に対応できる能力 (製造時に磁気型枠アンカーを使用して正確に位置決めされる)、およびさまざまな支持構造との互換性から生まれます。
高層住宅
住宅建設では、耐力壁または梁の間の 5 ~ 9 m にわたる 200 ~ 265 mm 中空コア スラブが、オランダ、スカンジナビア、中央ヨーロッパ、および英国の標準仕様です。プレキャスト中空コア床を使用した 15 階建ての集合住宅では、1 階から 8 ~ 12 週間で防水が完了しますが、同等の現場コンクリート構造では 20 ~ 30 週間かかります。住宅用建物の通常の間取りは、中空コアユニットの均一な幅と標準スパン範囲に特によく適合します。
商業オフィスビル
オフィス ビルでは、オープン プランの柔軟性を実現するためにより長いスパンが要求され、通常は 9 ~ 14 m です。高いプレストレスレベルを備えた深中空コアスラブ (320 ~ 400 mm) は、二次ビームなしでこれらのスパンにわたって 3.5 ~ 5.0 kN/m² の負荷荷重を支えるように設計されています。中空コアスラブの露出した軒裏(押出成形または湿式鋳造プロセスにより本質的に平らで滑らか)は、設計上の特徴として目に見える形で残されることが多くなり、吊り天井のコストを回避し、適切に設計された自然換気または混合モードの建物でピーク冷却負荷を 15 ~ 25% 削減する熱質量の利点が得られます。
駐車場
立体駐車場は、プレキャスト コンクリートにとって最も要求の厳しい環境の 1 つです。スパンは 15 ~ 18 m が一般的で、集中した車輪荷重は車軸あたり 30 ~ 60 kN に達する可能性があり、構造物は凍結防止塩、凍結融解サイクル、湿気にさらされます。駐車場用途の中空コアスラブは通常、 奥行き400~500mm 、耐久性を最大化するために、高グレードのコンクリート (C50/60 以上) と低い水セメント比で製造されています。コア間の薄いウェブには、慎重なコンクリート配合設計(最大骨材サイズが小さく、適切な作業性)と正確な圧縮が必要ですが、これは制御された生産環境とプレキャストプラントの品質管理システムによって促進されます。
産業用および貯蔵用建物
倉庫、流通センター、製造施設では、中二階、高架積み込みドック、パイルキャップの地面で支持された床に中空のコアスラブが使用されています。これらの用途では、鋳込み式リフティングソケット、ラッキングシステム用のアンカーチャンネル、電線管を事前に設置できるため、すべてプラント生産中に磁気型枠アンカーを使用して位置決めされ、現場での固定コストとプログラムのリスクが大幅に削減されます。
中空コンクリートスラブの品質管理と規格
ヨーロッパで製造される中空コアコンクリートスラブは、次の基準に準拠する必要があります。 EN 1168:2005 A3:2011 — プレキャストコンクリート中空コアスラブの統一製品規格。この規格は、構造耐性、耐火性、危険物、寸法公差、音響性能などの性能要件に加え、工場での生産管理、試験、CEマーキングなどの要件を規定しています。
EN 1168 に基づく主な寸法公差には次のものがあります。
- 長さ: 最大 6 m のスラブの場合は ±20 mm。 6 mを超えるスラブでは長さの ±0.3%
- 幅:±5mm
- 深さ:±5mm
- 真直度:≤L/600、最大20mm
- 端部の直角度: ≤10 mm
- キャンバー: 15/-5 mm (最大 12 m のスラブの場合)
あchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
寸法公差を超えて、EN 1168 およびそれをサポートするユーロコード設計基準 (EN 1992-1-1、EN 1992-1-2) では、曲げ、せん断、パンチング、端部固定、および耐火性をカバーする詳細な構造検証が必要です。中空コア床の設計プロセスには、必要な荷重に対する最大スパンの決定、メーカーの荷重表から適切なスラブ深さとストランド配置の選択、支承長の確認、グラウト床のダイアフラム動作の検証、および構造エンジニアとのサービス貫通の調整が含まれます。
中空コアスラブと代替床材システムの比較
中空コアコンクリートスラブと競合する床システムのいずれかを選択するには、構造性能、プログラム速度、コスト、持続可能性、および現場の制約を比較検討する必要があります。すべての基準で単一のシステムが勝利するということはありませんが、特定のシナリオでは中空コアスラブには明らかな利点があります。
| 基準 | 中空コアスラブ | 原位置平坦スラブ | 複合鋼デッキ | ソリッドプレキャストスラブ |
|---|---|---|---|---|
| 代表的なスパン範囲 | 6~20m | 5~12m | 3 ~ 9 m (デッキ) 梁 | 3~7m |
| 体重(自分) | 低~中 | 高 | 低~中 | 高 |
| インストール速度 | 非常に速い | 遅い(型枠、硬化) | 速い | 速い |
| 耐火性 (追加の保護なし) | レイ 60–240 | レイ 60–180 | 通常 REI 30 ~ 60 | レイ 60–180 |
| 材料効率 | 高 | 低い | 中 | 低い |
| あcoustic performance | 良好 (スクリードあり) | 良い | 普通(治療が必要) | 良い |
| サービス統合 | 中 (cores usable) | 高 (flexible) | 高 | 低い |
コア自体は、建築サービスに有益な利点を提供します。一部の設計アプローチでは、縦方向の空隙が加熱、冷却、または換気のための空気ダクトとして使用され、スラブに調整された空気を通し、占有スペースにサービスを提供するとともに、コンクリートの熱質量を焼き戻しに使用します。この熱活性化ビルディング システム (TABS) アプローチは、中央ヨーロッパの多数のオフィス プロジェクトで導入されており、ピーク時の冷却需要を最大で目に見えて削減できます。 30~40% 従来の空気側システムと比較して。
指定者と契約者のための実際的な考慮事項
中空コアコンクリートスラブを指定または調達するには、設計プロセスの早い段階でメーカーと連携する必要があります。現場で調整できる現場コンクリートとは異なり、中空コアスラブは工場で寸法が固定されます。製造後の変更(切り抜き、追加の固定、補強の変更)は技術的には可能ですが、コストと時間がかかります。設計段階で情報の流れを正しく把握することが重要です。
設計段階で必要な情報
- 構造荷重: 自重、重畳荷重 (スクリード、パーティション、仕上げ材)、課せられた荷重 (占有カテゴリー)、およびプラント、保管場所、または被覆設備からの集中荷重
- 非平行なサポートや歪んだ形状を含む、各サポートのスパンと軸受状態を明確にします。
- フロアゾーンに必要な耐火等級
- MEP スリーブ、排水管、床を貫通する構造柱、リフト シャフトの開口部など、すべての設備貫通部の位置、サイズ、フレーム構造
- 必要な鋳込み固定具: アンカー チャネル、リフティング ソケット、タイダウン ボルト、導管スタブ - これらはすべて、工場生産時に磁気型枠アンカーを使用して位置決めされ、鋳込みされます。
- あcoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- たわみ制限とキャンバーの予想、特に脆性仕上げ材 (タイル、テラゾ) がスラブ表面に直接適用される場合
設置現場の調整
現場で中空コアスラブを設置するには、クレーンの能力、アクセスルート、一時的な支柱(構造設計で必要な場合)、グラウト注入、トッピング注入、および構造接続の詳細の順序を調整する必要があります。 多くの場合、クレーンの能力が重要な制約となります : 長さ 12 m、幅 1.2 m の 400 mm 中空コアスラブの重量は約 5,000 ~ 5,500 kg です。クレーンの到達範囲が吊り上げ能力を低下させる制約のある都市部の現場では、スラブの長さを短縮するか、より軽量なユニットを指定することが必要になる場合があります。この決定は、スパン、荷重、支持構造の設計にまで遡って行われます。
接合部のグラウト注入は、製造元の仕様に正確に従う必要があります。湿りすぎるグラウトを使用すると、多孔質で弱い接合部が生成され、亀裂が発生しやすくなります。乾燥しすぎると、テーパー状の接合部の輪郭が完全に満たされず、空隙が残る場合があります。広い床面積への目地グラウト注入は、単一の目地実行内での冷えた目地を避けるために適切な人員と混合能力を備えた連続作業として計画する必要があります。
インストール後のチェック
あfter installation and grouting, the completed hollow core floor should be inspected for:
- 隣接するユニット間のキャンバー差 – トッピングなしで ±5 mm 以内で許容可能。それより大きい場合は、水平な表面を実現するために追加のスクリードの深さが必要になる場合があります
- すべての縦方向および横方向の接合部におけるグラウトの完全性
- すべてのサポートにおけるエンドベアリングの適切性
- 鋳造インサートの状態 - 破損したインサートや位置が間違っているインサートは、トッピングや仕上げを施す前に報告し、修正する必要があります。
- あbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
中空コアスラブ技術と磁気型枠システムの革新
プレキャスト コンクリート業界は、中空コア スラブ製品とその製造に使用される生産システムの両方の開発を続けています。長期的なインフラ投資を決定する人にとって、活発な開発が行われているいくつかの分野は注目に値します。
中空コア製造における超高性能コンクリート
中空コア用途向けの超高性能コンクリート (UHPC) の研究は、ヨーロッパおよびアジアのいくつかの研究プログラムで進行中です。圧縮強度 150 ~ 200 MPa の UHPC 混合物を使用すると、ウェブの厚さをさらに薄くすることができ、せん断能力を維持しながら自重を減らすことができます。生産上の課題は、UHPC が標準の押出装置と互換性がないことです。繊維強化と混合粘度を考慮すると、鋳造方法を変更する必要があります。また、その役割は シャッターマグネット and precision magnetic formwork systems より薄く高精度な金型の位置決めはさらに重要になります。
あutomation and Robotics in Formwork Setting
現在、いくつかのプレキャスト機器メーカーは、BIM モデルから要素レイアウトを読み取り、サイド フォーム、エンド ストップ、およびインサートをパレット表面に自動的に配置するロボット型枠設定システムを提供しています。これらのシステムは通常、ビジョン システムを備えたガントリー ロボットを使用して、型枠コンポーネントをピックおよび配置します。 シャッターマグネット 最終的な固定機構として、ロボットがフォームを配置し、磁気アンカーが作動して所定の位置にロックされます。これらのシステムを早期に採用した企業は、金型設定精度が ±1 ~ 2 mm、サイクル タイムが手動設定を大幅に下回っており、品質が安定しており、オペレータの疲労が軽減されていると報告しています。
デジタル統合とスマート生産
現代のプレキャスト工場では、デジタル ツイン テクノロジー (製造現場のリアルタイム仮想モデル) と品質管理システム、在庫管理、物流の統合が進んでいます。各要素には製造時点で固有の QR コードまたは RFID タグが割り当てられ、そのデジタル記録がコンクリートの特定のバッチ、ストランド ロット、磁石で固定されたインサートの位置、および寸法チェックの結果に関連付けられます。このトレーサビリティは、建物の設計寿命 50 ~ 100 年にわたる構造上の責任が求められる複雑なプロジェクトの元請け業者やクライアントからの要求がますます高まっています。
磁気型枠固定の精度は、発送前の完成した要素のレーザースキャン品質チェックと組み合わされて、このデジタル品質チェーンの一部を形成します。すべての寸法チェック、コンクリート強度記録、および目視検査に合格したスラブは、現場で QR スキャンによってアクセスできる完全な製造記録とともに発送されるため、構造エンジニアや建物所有者は、紙の証明書だけに頼らずにコンプライアンスを検証できます。








